- Mẫu: VK-TFS-005U
- Nguồn điện: AC220V 50/60HZ một pha
- Tiêu thụ điện năng: 2.6Kw
- Áp suất khí làm việc: 0.6Mpa
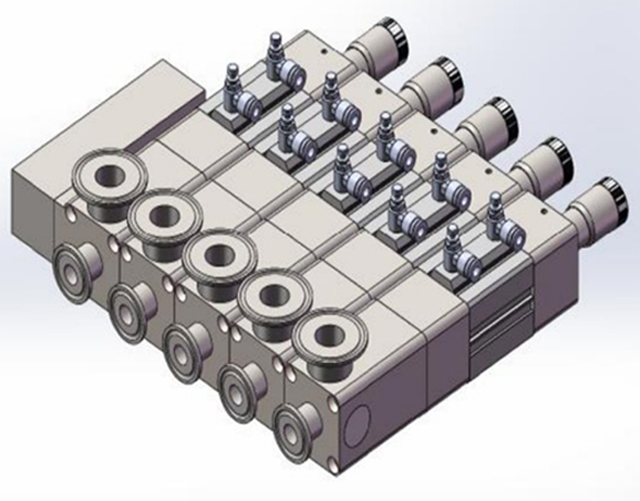
- Bơm nạp: 5 bộ bơm gốm
- Vật liệu phù hợp: Các sản phẩm dạng tinh chất hoặc dạng nước
- Vật liệu ống phù hợp: PE (cần nhận mẫu ống dải trước để thử nghiệm máy)
- Phạm vi chiết rót: 0,3-10ml Độ chính xác chiết rót: ±0,5%
- Chiều dài niêm phong tối đa: 140mm Chiều cao tối đa: 120mm
- Công suất: 15-20 dải ống/phút
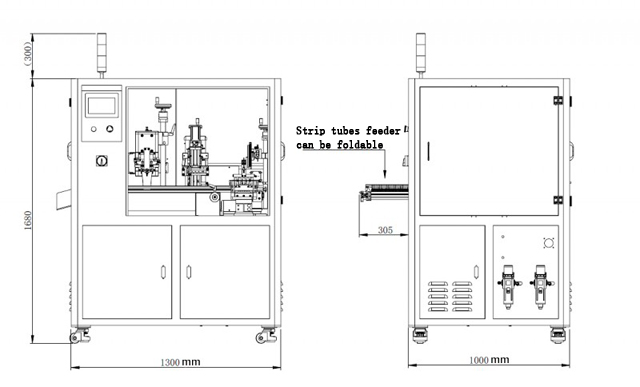
- Kích thước: 1300*1300*1950mm
- Kích thước đóng gói: 1450*1350*1890mm
- Tổng trọng lượng: 514Kg
- Mã HS: 84223090
Máy hàn ống nhựa được sử dụng trong dây chuyền sản xuất để hàn kín các ống nhựa chứa nhiều loại sản phẩm dạng lỏng hoặc dạng gel, bao gồm thành phần thực phẩm, mỹ phẩm, keo dán, kem dược phẩm và thuốc.
Ống nhựa được hàn kín theo nhiều cách tùy thuộc vào loại vật liệu ống và sản phẩm chứa trong ống. Các phương pháp hàn kín bao gồm hàn kín bằng khí nóng, hàn kín bằng siêu âm, hàn kín bằng xung và hàn kín bằng hàm nóng.
Ví dụ, ống composite được làm bằng sự kết hợp của vật liệu nhôm mỏng và nhựa được xếp lớp lại với nhau để tạo thành một ống chắc chắn, linh hoạt. Những loại ống này thường được sử dụng làm ống kem đánh răng, có lẽ là loại ống phổ biến nhất được người tiêu dùng mua hàng ngày từ các cửa hàng và siêu thị.
Các thông số cơ bản

- Mẫu: VK-TFS-005U
- Nguồn điện: AC220V 50/60HZ một pha
- Công suất: 2.6Kw
- Áp suất khí làm việc: 0.6Mpa
- Bơm nạp: 5 bộ bơm gốm
- Vật liệu phù hợp: Các sản phẩm dạng tinh chất hoặc dạng nước
- Vật liệu ống phù hợp: PE (cần nhận mẫu ống dải trước để thử nghiệm máy)
- Phạm vi chiết rót: 0,3-10ml
- Độ chính xác khi nạp: ±0,5%
- Chiều dài niêm phong tối đa: 140mm
- Chiều cao tối đa: 120mm
- Công suất: 15-20 dải ống/phút
- Kích thước: 1300*1300*1950mm
- Kích thước đóng gói: 1450*1350*1890mm
- Tổng trọng lượng: 514Kg
- Mã HS: 84223090
- Thân máy: Thép không gỉ 304#
Quy trình làm việc của ống nạp và niêm phong
Các ống rỗng được đưa đến máy chiết ống mở và được giữ trong phễu để nạp tự động vào máy chiết. Trong một số trường hợp, các ống mở có thể được thêm vào máy chiết bằng tay để sản xuất các lô nhỏ hơn và mẫu thử nghiệm. Một số dây chuyền sản xuất sử dụng máy móc rô bốt tốc độ cao để nạp ống vào các puck của máy chiết.
Khi ống được đặt thẳng đứng với đầu mở hướng vào trong một đĩa tròn, một vòi phun sẽ được hạ xuống đầu mở của ống để thổi không khí ion hóa vào ống nhằm loại bỏ mảnh vụn, sau đó được loại bỏ bằng chân không.
Sau đó, ống đã sẵn sàng để được nạp đầy và một vòi phun sẽ hạ xuống đầu mở của ống để phân phối sản phẩm một cách sạch sẽ, duy trì mức sản phẩm trong ống để tránh tiếp xúc với sản phẩm và giữ cho khu vực niêm phong của ống sạch sẽ và không bị sản phẩm bắn tung tóe.
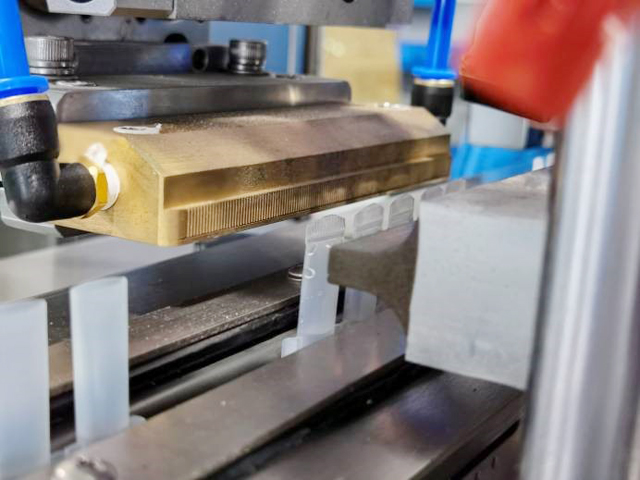
Sau khi ống được đổ đầy lượng sản phẩm phù hợp, ống sẽ được chuyển đến máy hàn ống nhựa, tại đây luồng khí nóng sẽ được thổi cẩn thận xung quanh đầu mở của ống để làm mềm nhựa.
Ống sau đó sẽ được niêm phong, tại đó các hàm niêm phong sẽ kẹp chặt các thành nhựa ấm của ống lại với nhau. Vì đầu ống đã được làm nóng bằng không khí nóng nên hai thành ống sẽ hàn lại với nhau, giữ hai mặt lại với nhau và niêm phong kín ống.
Hàm hàn nóng thường được gắn các con dấu ký tự có thể thay đổi để in mã lô, ngày sản xuất hoặc ngày hết hạn sử dụng vào con dấu nhựa đã uốn.
Ống sau đó sẽ được cắt tỉa, nơi bất kỳ phần nhựa thừa nào sẽ được cắt bỏ khỏi lớp niêm phong để tạo ra vẻ ngoài thẩm mỹ sạch sẽ và hoàn thiện cho ống. Các ống đã hoàn thiện sau đó có thể được kiểm tra trước khi được đóng gói vào bất kỳ bao bì nào khác, chẳng hạn như hộp hoặc bao bì có thương hiệu.
Các bộ phận chính:

Bảng điều khiển cảm ứng: WEINVIEW, Trung Quốc Đài Loan
Công tắc quang điện: Omron, Nhật Bản
Máy PLC: Mitsubishi Nhật Bản
Máy bơm gốm màn hình cảm ứng và PLC: Coolmay Trung Quốc
Động cơ Servo và trình điều khiển: Lichuan Trung Quốc
Động cơ bước và trình điều khiển: Leadshine Trung Quốc
Xi lanh và van điện từ: AirTac TaiWan
Đặc trưng



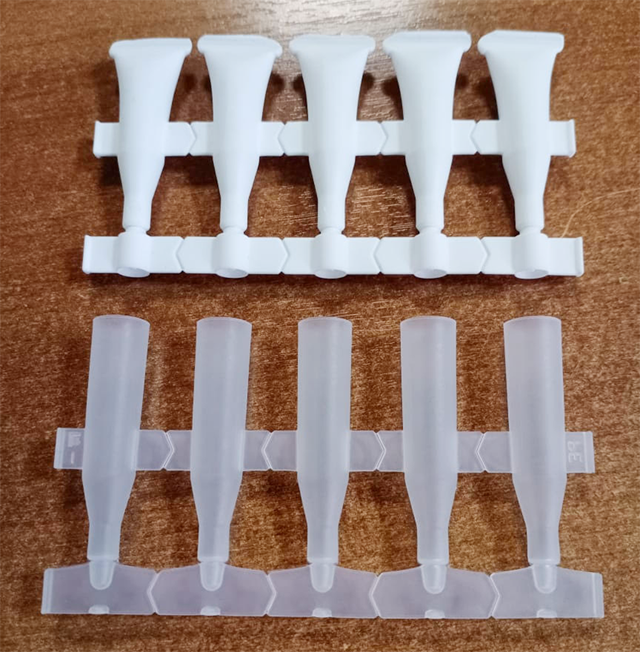
- Máy được thiết kế chuyên dụng cho ống 5 trong 1, thích hợp sản xuất hàng loạt ống 5 trong 1.
- Cấp ống thủ công, chiết rót tự động, hàn kín, cắt đầu.
- Áp dụng công nghệ hàn siêu âm, không cần thời gian làm nóng, hàn ổn định và gọn gàng hơn, không bị biến dạng và tỷ lệ loại bỏ thấp dưới 1%.
- R & D độc lập cho hộp điều khiển điện tự động theo dõi siêu âm kỹ thuật số, không cần điều chỉnh tần số thủ công, có chức năng bù công suất tự động, tránh tình trạng giảm công suất sau thời gian dài sử dụng. Có thể tự do điều chỉnh công suất dựa trên vật liệu và kích thước ống, ổn định và giảm thiểu tỷ lệ lỗi, kéo dài tuổi thọ hơn hộp điện thông thường.
- Hệ thống điều khiển PLC với màn hình cảm ứng, mang lại trải nghiệm vận hành thân thiện.
- Được làm bằng thép không gỉ 304, chống axit, kiềm và chống ăn mòn.
- Được trang bị tiêu chuẩn hệ thống chiết rót bằng bơm nhu động, chiết rót có độ chính xác cao, phù hợp để chiết rót chất lỏng.
- Không có ống, không có vật liệu độn, không có ống, không có chức năng bịt kín, làm giảm tổn thất máy và khuôn.
- Hệ thống định vị cam có thể định vị chính xác cho sáu trạm làm việc.
Mẫu


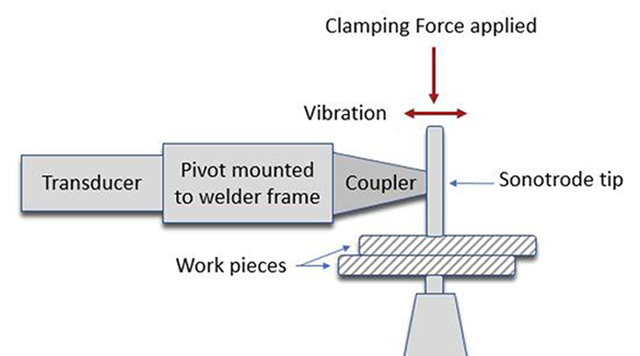
Quá trình hàn siêu âm (niêm phong) diễn ra như thế nào?
Hàn siêu âm là một quy trình được sử dụng để ghép hai bộ phận nhựa lại với nhau để tạo thành một cụm hoàn thiện chắc chắn. Quy trình này dựa trên các rung động tần số cao (siêu âm) được tạo ra và áp dụng cho các bộ phận thông qua một sừng. Hàn xảy ra khi các rung động được hấp thụ trong giao diện giữa hai bộ phận, tạo ra ma sát và làm cho nhựa tan chảy. Các rung động siêu âm được tạo ra bởi một loạt các thành phần, bao gồm nguồn điện, bộ chuyển đổi, bộ tăng áp và sừng, cuối cùng truyền rung động cơ học đến các bộ phận.
Vai trò của nguồn điện là chuyển đổi điện áp đường dây đầu vào (ở tần số 50 hoặc 60Hz) thành tần số mới. Năng lượng điện này sau đó được gửi đến bộ chuyển đổi, như tên gọi của nó, chuyển đổi năng lượng điện thành các rung động cơ học. Bộ chuyển đổi bao gồm các đĩa gốm áp điện, giãn nở và co lại theo tốc độ của năng lượng điện được cung cấp. Độ lớn của các rung động được gọi là biên độ, một thuật ngữ trở nên rất quan trọng khi chỉ định một hệ thống siêu âm cho một ứng dụng nhất định. Sau đó, các rung động được truyền qua bộ tăng cường, thường làm tăng biên độ theo bội số được xác định trước, còn được gọi là độ khuếch đại. Cuối cùng, biên độ đầu ra của bộ tăng cường được truyền qua loa, tại đó nó có thể được truyền đến các bộ phận bằng nhựa. Sự kết hợp của bộ chuyển đổi, bộ tăng cường và loa thường được gọi là cụm siêu âm.
Để truyền rung động đến các bộ phận, chồng được đặt trong bộ truyền động, một hệ thống cơ học áp dụng yếu tố quan trọng tiếp theo của hàn siêu âm: lực. Bộ truyền động có thể bao gồm một xi lanh khí nén hoặc các phương tiện truyền động khác để truyền động chồng xuống bộ phận. Bộ truyền động thường chứa các cảm biến và thiết bị khác, chẳng hạn như bộ mã hóa tuyến tính hoặc cảm biến lực, để cung cấp phản hồi trong quá trình hàn. Bộ truyền động truyền động còi xuống bộ phận và tác dụng lực cho đến khi gặp lực kích hoạt; tại thời điểm này, siêu âm được áp dụng. Sau đó, các rung động được truyền đến các bộ phận, tại đó chúng tập trung vào một hạt vật liệu hình tam giác - được gọi là "bộ điều khiển năng lượng" - có thể được coi là vật liệu nóng chảy hy sinh trong mối hàn. Khi vật liệu tan chảy, các rung động siêu âm sẽ chấm dứt và bộ truyền động tiếp tục tạo áp lực cho đến khi nhựa đông cứng và hình thành liên kết chắc chắn. Toàn bộ quá trình hàn, từ đầu đến cuối, thường được hoàn thành trong một đến hai giây.
Như đã đề cập, một trong những yếu tố quan trọng nhất của hàn siêu âm là biên độ (rung động) mà chồng chất cung cấp. Lý do là vì một số loại nhựa cần biên độ lớn hơn để hàn so với các loại khác. Các polyme vô định hình (ABS, polycarbonate, polystyrene) có xu hướng cần biên độ thấp, trong khi các polyme bán tinh thể (nylon, polypropylene) cần biên độ lớn hơn đáng kể để hàn.
Một kỹ sư ứng dụng giàu kinh nghiệm luôn có thể xác định tần suất và lựa chọn dụng cụ phù hợp cho từng loại vật liệu và cụm lắp ráp nhất định.
Hàn siêu âm là phương pháp lắp ráp được chấp nhận rộng rãi trong ngành nhựa cho nhiều ứng dụng lắp ráp linh kiện trong tất cả các thị trường chính: y tế, B&CE, ô tô, thiết bị, hàng không dệt, bao bì, v.v. Ưu điểm của hàn siêu âm bao gồm thời gian chu kỳ ngắn, liên kết cường độ cao và loại bỏ vật tư tiêu hao (tức là chất kết dính). Khi cân nhắc xem hàn siêu âm có phù hợp với ứng dụng hay không, tốt nhất là nên tham khảo ý kiến của kỹ sư ứng dụng có kinh nghiệm để xác định phương pháp lắp ráp phù hợp.

Bạn có thể thích
 Máy đóng nắp chai nhựa tự động đầu đơn
Máy đóng nắp chai nhựa tự động đầu đơn- Máy dán nhãn phẳng bán tự động cho chai nhựa
- Máy dán nhãn ngang chai lọ Servo Ampoule tuyến tính tốc độ cao
- Máy đóng nắp lọ kem tự động có nắp rung
- Thiết bị chiết bột mịn tự động
- Máy đóng nắp ống nghiệm nhỏ có nhãn dán nằm ngang
- Máy đóng nắp chai nhựa khí nén để bàn bán tự động
- Máy chiết rót đóng nắp túi đứng tự động, máy chiết rót nước ép sữa đậu nành
- Máy hàn kín ống cong Máy hàn kín đuôi ống đặc biệt
- Máy chiết rót, đóng gói tuýp kem dưỡng da tự động có máy làm lạnh nước