
- Mẫu: VK-MFC
- Thể tích chiết rót: 1-150ml
- Công suất: 30-50 Chai/phút
- Độ chính xác khi nạp: nhỏ hơn ±1%
- Nguồn điện: 220V/50Hz (tùy chỉnh theo yêu cầu của khách hàng)
- Tỷ lệ giới hạn: hơn 99%
- Tỷ lệ dừng: hơn 99%
- Tỷ lệ dán nhãn: hơn 99%
- Cung cấp không khí: 1,3 m3/h 0,4-0,8Mpa
- Công suất: 2.0 kw
- Cân nặng: 650 kg
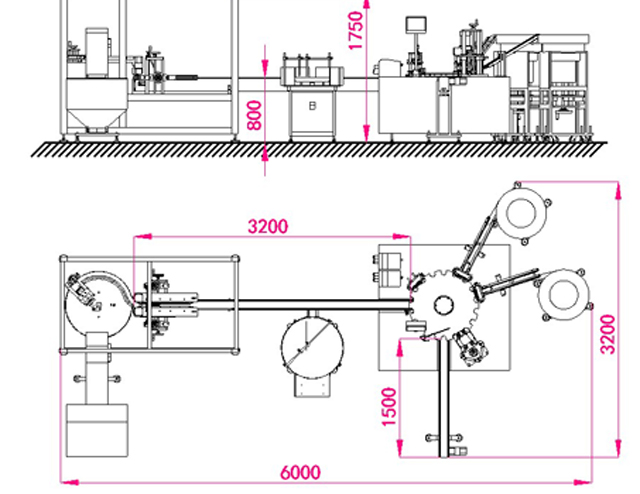
- Kích thước: 6000*3200*1750mm
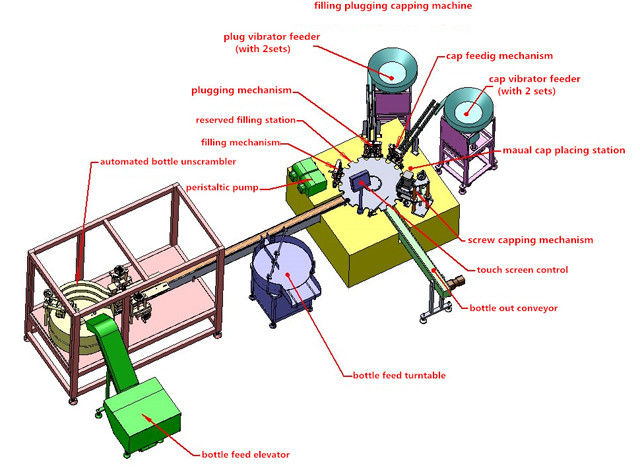
Tổng quan sản phẩm cho dây chuyền chiết rót đóng nắp chai nhỏ
Thích hợp cho các ứng dụng chiết rót và niêm phong chất lỏng 5-100ml trong ngành dược phẩm, máy chiết rót chất lỏng liều nhỏ VK-MFC có cấu trúc hợp lý, bàn định mức có độ chính xác cao để chiết rót, đóng nắp, ép nắp, chiết rót bằng bơm nhu động chính xác; Máy được điều khiển bằng PLC với ưu điểm là dễ vận hành và bảo trì. Có hệ thống hoạt động như không chiết rót mà không cần nạp chai, không đóng nút mà không cần cảm biến chai, không đóng nắp mà không cần nút. Dây chuyền chiết rót, được làm bằng thép không gỉ làm bệ làm việc, phù hợp với tiêu chuẩn GMP. Máy được điều khiển bằng hệ thống kép khí nén và điện trong máy sử dụng hộp số cơ học, có thể truyền công suất ổn định và tiêu thụ điện năng thấp hơn cùng với các tính năng định vị chính xác. Dây chuyền chiết rót đặc biệt được sử dụng trong sản xuất hàng loạt.
Ứng dụng của dây chuyền chiết rót:

Thông số kỹ thuật chính của dây chuyền dán nhãn đóng nắp:
Mẫu: VK-MFC
Thể tích chiết rót: 1-150ml
Công suất: 30-50 Chai/phút
Độ chính xác khi nạp: nhỏ hơn ±1%
Nguồn điện: 220V/50Hz (tùy chỉnh theo yêu cầu của khách hàng)
Tỷ lệ giới hạn: hơn 99%
Tỷ lệ dừng: hơn 99%
Tỷ lệ dán nhãn: hơn 99%
Cung cấp không khí: 1,3 m3/h 0,4-0,8Mpa
Công suất: 2.0 kw
Cân nặng: 650 kg
Kích thước: 6000*3200*1750mm
Cấu hình cơ bản của dây chuyền chiết rót
| Con số | Mục | Thương hiệu |
| 1 | Bộ điều khiển PLC | MITSUBISHI (Nhật Bản) |
| 2 | Hình trụ | AirTAC (Đài Loan) |
| 3 | Bơm nhu động | Trung Quốc |
| 4 | Thanh băng tải | Trung Quốc |
| 5 | Hộp giảm tốc | Zhongda (Đài Loan) |
| 6 | Màn hình cảm ứng | WEINVIEW (Đài Loan) |
| 7 | Điện từ | SHAKO (Đài Loan) |
| 8 | quang điện | Autonics (Hàn Quốc) |
| 9 | Dừng đột ngột | Schneider (tiếng Pháp) |
| 10 | Vật liệu liên hệ | 316LStainless |
| 11 | Tiếp sức | OMRON (Nhật Bản) |
| 12 | Tiếp điểm AC | Schneider (tiếng Pháp) |
| 13 | Công tắc | Schneider (tiếng Pháp) |
| 14 | Biến tần | DELTA(Đài Loan) |
| 15 | Động cơ | Thượng Hải Maily |
Phụ tùng thay thế cho việc nạp monoblock
| Con số | Mục | Số lượng |
| 1 | Chải | 1 cái |
| 2 | Thanh Silastical để nạp liệu | 2 cái |
| 3 | Thanh Silastical cho đầu ra | 2 bộ |
| 4 | Van điện từ | 1 cái |
| 5 | bướm ga | 2 cái |
| 6 | Van thủy tinh | 2 cái |
| 7 | Dây curoa động cơ | 1 cái |
| 8 | Đai đồng bộ | 1 cái |
| 9 | Thanh đai 82,6mm | 5 bộ |
| 10 | Cờ lê mở | 1 bộ |
| 11 | Cờ lê lục giác | 1 bộ |
| 12 | Tua vít có rãnh | 1 bộ |
| 13 | Cộng với tua vít | 1 bộ |
| 14 | Cờ lê | 1 bộ |
Các bộ phận chính và nguyên lý hoạt động


Hệ thống giải mã chai
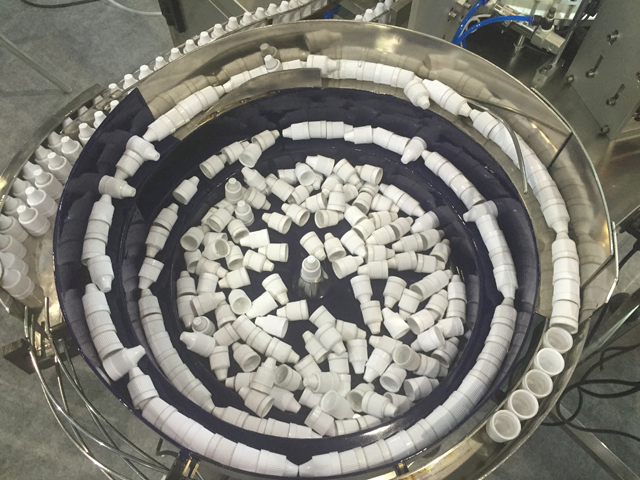

Nắp chai & máy rung nút bên trong
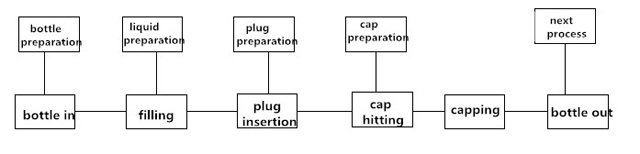
1. Máy bao gồm các bộ phận như băng tải, bản phác thảo máy, máy rung cho chai và nắp, bơm nhu động, v.v.
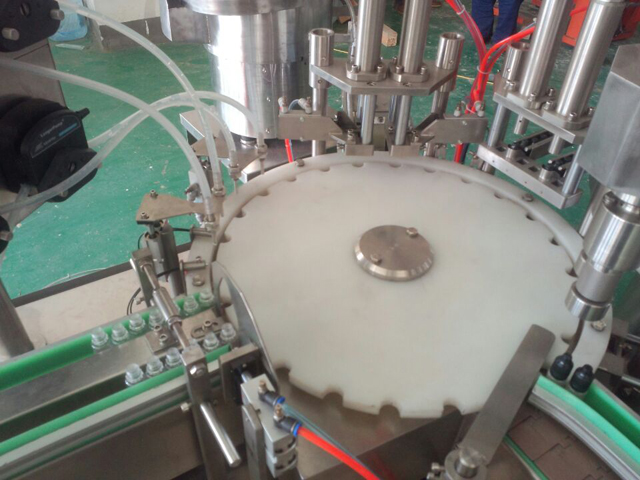
2. Chuẩn bị đủ chai, nút, nắp và chất lỏng. Nút và nắp phải đầy đủ trên các rãnh rung và tại các trạm làm việc đóng nút và đóng nắp. Các chai sẽ được băng tải chuyển đến bánh xe sao lập chỉ mục, sau đó các chai sẽ được bánh xe sao lập chỉ mục chuyển đến các vị trí chiết rót, đóng nút và đóng nắp.
3. Chất lỏng sẽ được hút vào bằng bơm nhu động và sau đó được đưa vào bằng các ống silicon. Cuối cùng, chất lỏng sẽ được nạp vào các chai bằng ống kim tự động di chuyển lên xuống. Đối với mỗi lần di chuyển lên xuống của ống kim, hai chu kỳ nạp được thực hiện. Việc nạp được hoàn thành bằng cách chèn các vòi phun nạp theo chu kỳ vào các chai. Với mắt quang điện phát hiện không có chai, nếu không có chai nào trên trạm làm việc, bơm nhu động sẽ dừng hoạt động vì không thể phát hiện ra chai nào.
4. Bát rung cắm đưa phích cắm đến trạm cắm phích cắm, trong khi đó các chai đã đầy được chuyển liên tục bằng bánh xe sao định vị đến vị trí bên dưới trạm cắm phích cắm.

5. Sau đó, xi lanh sẽ dẫn động bộ phận chèn phích cắm lặn xuống và đẩy phích cắm vào chai. Các chai đã chèn phích cắm sẽ được bánh xe sao chỉ số chuyển đến các trạm rơi nắp và đóng nắp
6. Đầu đóng nắp quay và di chuyển lên xuống như một khối thống nhất. Khi các chai dừng lại bên dưới nó, đầu đóng nắp hướng xuống sẽ giữ chặt các nắp và hoàn tất việc đóng nắp. Với mắt quang điện phát hiện phích cắm, khi không có chai nào ở trạm hoặc có chai nhưng không có nắp, thì cơ cấu ép nắp sẽ dừng chuyển động vì không thể phát hiện ra phích cắm bên trong. Bằng cách này, có thể tránh được tình trạng sản phẩm hoàn thiện không có phích cắm bên trong. Việc đóng nắp chủ yếu đạt được bằng các chuyển động quay lên xuống. Các chai đã đóng nắp được đưa đến cuối máy và chu kỳ tiếp theo đã sẵn sàng.
7. Quá trình làm việc của máy
BẢO TRÌ
1. Cần kiểm tra và bảo dưỡng máy để kéo dài tuổi thọ máy và tối ưu hóa chức năng của máy; Máy làm việc nên được bảo dưỡng ba tháng một lần; Bộ phận ổ trục và truyền động bánh răng phải được bôi trơn bằng mỡ; Việc bôi trơn phải được thực hiện định kỳ; Dầu đường trượt (N68) nên được thêm vào bộ phận như chuyển động của cơ cấu qua lại hoặc nâng hai lần mỗi ngày; Dầu ô tô (N68) nên được thêm vào các bộ phận quay hoặc xoay; Mỗi nửa tháng, hãy thêm mỡ vào khe cam; Mỗi tháng một lần cho vòi phun dầu bằng cách thêm mỡ;
2. Không bao giờ sử dụng các công cụ bằng kim loại để đập hoặc cạo bề mặt nơi liên kết được kết dính trên các bộ phận như linh kiện hoặc khuôn.
3. Nếu máy ngừng chạy trong thời gian dài, hãy tra mỡ bôi trơn vào các bộ phận như hộp số hoặc ổ trục; Ngoài ra, hãy xử lý máy bằng lớp bảo vệ chống thấm nước.
4. Không bao giờ đặt bất kỳ vật gì lên máy vì có thể làm hỏng máy.
5. Vệ sinh bụi bên trong các bộ phận định kỳ, đồng thời kiểm tra tất cả các ốc vít và sửa chữa bất kỳ ốc vít nào bị lỏng.
6. Kiểm tra các vít ở các đầu nối để nối dây vào một thời điểm nhất định và đảm bảo vít đã được cố định;
7. Kiểm tra xem có bất kỳ trạm nào lỏng lẻo trong đường dây điện kéo dài từ hộp điện không; Nếu bộ phận đó quá lỏng, hãy vặn lại vít để tránh mài mòn hoặc hư hỏng lớp cách điện có thể gây rò rỉ điện;
8. Kiểm tra các miếng vá dễ mòn và thay miếng vá bị hỏng kịp thời;
Đóng gói & Vận chuyển
Không bao giờ đặt máy nằm ngang hoặc thẳng đứng xuống; Tháo chân máy và cố định toàn bộ máy vào đáy thùng. Máy phải nằm yên trong thùng mà không bị lỏng lẻo khỏi thùng hoặc trạm lắc trong quá trình vận chuyển;
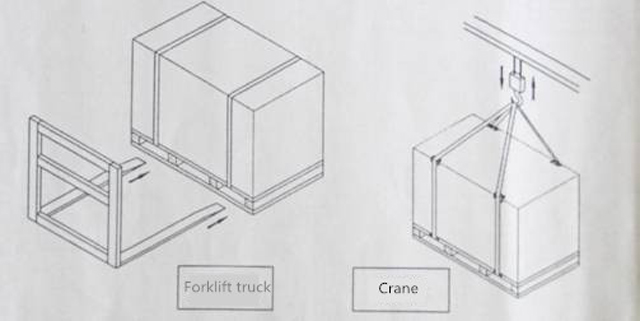
Đóng gói máy phải trung tính; Khi di chuyển máy, vui lòng sử dụng xe nâng hoặc cần cẩu và di chuyển máy từ dưới lên theo chuyển động ổn định; Lưu ý hình minh họa trong hình dưới đây; khi nâng và lắc máy, cần cẩu không được phép tiếp xúc với máy. Cố định máy bằng 4 bu lông M16X200 sau đó liên kết cần cẩu và bu lông để nâng và lắc máy. Trong khi đó, đệm các vật bảo vệ bên dưới máy. Sử dụng thanh chống để nâng ổn định nếu cần (minh họa như hình dưới đây)
Trước khi mở thùng hàng, hãy kiểm tra xem thùng hàng có bị hư hỏng gì không; Nếu có bất kỳ hư hỏng nào xảy ra trên thùng hàng, không được mở thùng hàng và liên hệ ngay với công ty vận chuyển; Mở thùng hàng dưới sự giám sát của nhân viên vận chuyển và ghi lại quá trình này;
Về vấn đề an toàn, khoảng cách từ xe nâng đến mặt đất phải dưới 1m; nếu sử dụng cần cẩu để di chuyển máy móc thì khoảng cách phải từ 2 mét đến 2,5 mét.
Bạn có thể thích
 Máy dán nhãn chai tròn vuông phẳng khí nén có bộ mã hóa
Máy dán nhãn chai tròn vuông phẳng khí nén có bộ mã hóa- Máy dán nhãn cờ bán tự động cho bao bì thức ăn cho thú cưng hình xương chó
- Máy đóng nắp kim loại ROPP, máy chiết rót dầu ô liu 4 đầu Servo
- Máy chiết rót niêm phong ống kim loại nhôm có thể thu gọn bán tự động
- Máy dán nhãn phẳng bán tự động cho chai nhựa
- Máy dán nhãn chai tròn phẳng hai mặt tự động
- Máy chiết rót dầu bánh răng khí nén 2 đầu 5000ml bán tự động
- Máy đóng nắp lon nhôm kim loại tuyến tính tự động
- Thiết bị đóng hộp carton bán tự động dẫn động bằng dây đai trên dưới
- Máy đóng gói, đóng nút, chiết rót, đóng gói gel, ống tiêm dược phẩm









