- Mẫu: VK-TFS-002U
- Nguồn điện: 220V/50HZ/Một pha
- Công suất: 1500w
- Tần số: 20Khz
- Chiều dài ống: 40-280mm
- Đường kính ống: 10-80mm
- Thể tích chiết: A: 5-30ml B: 6-60ml C: 10-120ml D: 25-250ml E: 50-500ml (Tùy chọn)
- Kích thước: 735*670*1300mm
- Cân nặng: 130kg
Xem Video
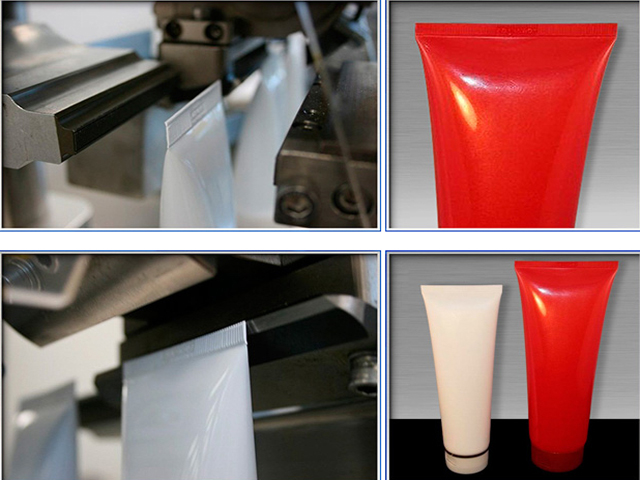
Chức năng và ứng dụng
Sử dụng sóng siêu âm để hàn đuôi ống nhựa mềm. Không cần bất kỳ chất kết dính hoặc chất độn hoặc dung môi nào khi hàn, không tiêu thụ lượng nhiệt lớn và dễ vận hành, tốc độ hàn cao, hiệu quả cao.
Máy này được sử dụng rộng rãi trong kem đánh răng, mỹ phẩm, sản phẩm y tế, thực phẩm và ống công nghiệp, v.v.
Các thông số chính


| Người mẫu | VK-TFS-002U |
| Nguồn điện | 220V/50HZ/Một pha |
| Quyền lực | 1500w |
| Tính thường xuyên | 20Khz |
| Chiều dài ống | 40-280mm |
| Đường kính ống | 10-80mm |
| Thể tích làm đầy | A: 5-30ml B: 6-60ml C: 10-120ml D: 25-250ml E: 50-500ml (Tùy chọn) |
| Kích cỡ | 735*6701300mm |
| Cân nặng | 130kg |
Bố trí máy hàn
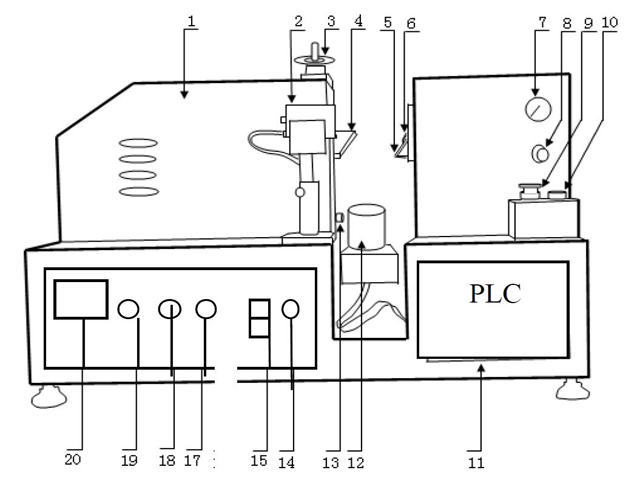
- Thân chính
- Cảm biến
- Điều chỉnh độ cao ống
- Khuôn trước
- Khuôn sau
- Máy cắt
- Đồng hồ đo áp suất khí
- Điều chỉnh áp suất khí
- Nút khẩn cấp
- Nút bắt đầu
- Bộ điều khiển PLC
- Người giữ
- Điều chỉnh khe hở khuôn
- Đèn điện
- Công tắc nguồn
- Điều chỉnh
- Kiểm tra OSC
- Đèn quá tải
- Đồng hồ đo tải
(Lưu ý: Vui lòng kiểm tra vít khuôn trước nếu có chốt chắc chắn, vì sợ vít bị lỏng trong quá trình vận chuyển)

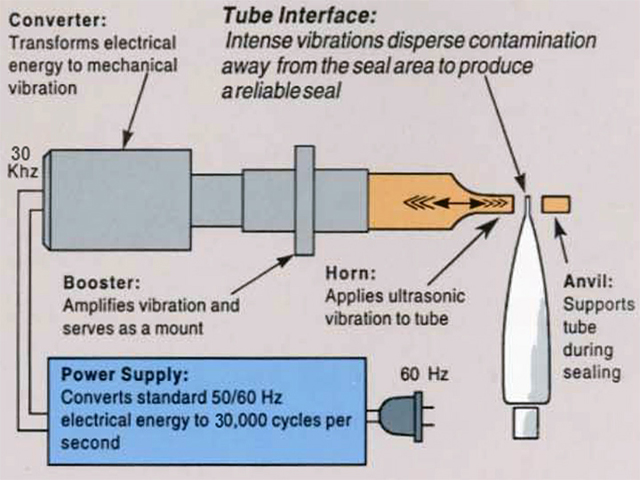
Phần niêm phong
- Khởi động động cơ: dùng để điều khiển giá đỡ ống chạy
- Khởi động xi lanh cấp liệu: điều này dùng để kiểm soát việc cấp liệu cho giá đỡ ống
- Khởi động xi lanh siêu âm: dùng để điều khiển quá trình khuôn lên và khuôn xuống.
- Khởi động xi lanh cắt: để điều khiển máy cắt
- Xi lanh nạp: Dùng để điều khiển xi lanh đầu nạp hình sao hoặc dừng khi thủ công
- Bắt đầu nạp: Điều này dùng để kiểm soát việc nạp sao hoặc dừng khi thủ công
- Khởi động siêu âm: Đây là để kiểm soát tần số, giống như “18. Kiểm tra OSC”
- Hướng ống bật: điều này dùng để điều khiển Sense tắt/bật
- Cài đặt thời gian: Đây là để điều chỉnh thời gian trễ/ thời gian hàn/ thời gian giữ
- Thời gian trễ: 0.80
- Thời gian hàn: Ống Dia 20, thời gian sẽ khoảng: 0,20, Ống Dia 30, thời gian sẽ khoảng 0,40, Ống Dia 40, thời gian sẽ khoảng 0,50, Ống Dia 50, thời gian sẽ khoảng 0,7
- Thời gian giữ: 0,35
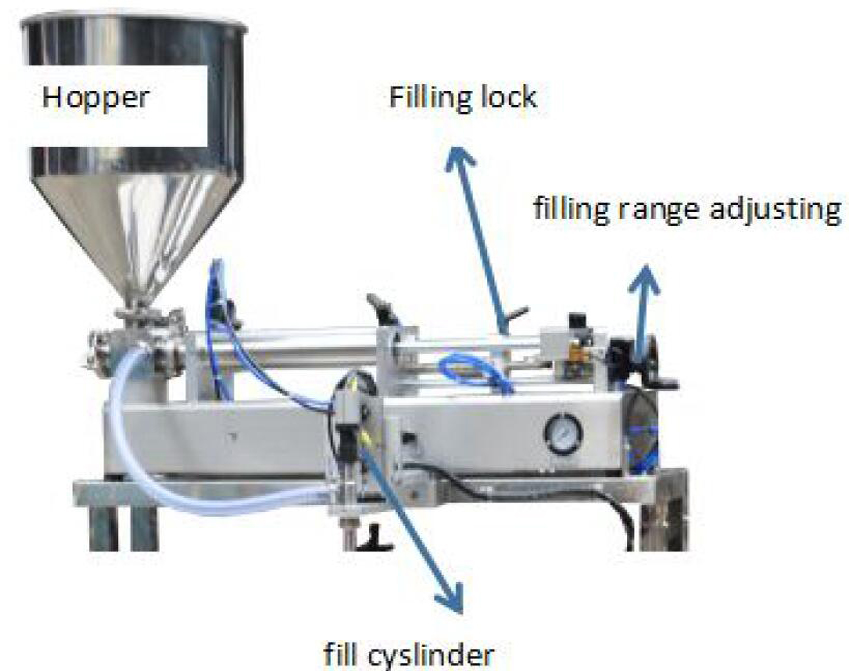
Phần điền
Quy trình hoạt động
- Kết nối nguồn điện và khí nén đúng cách (đề xuất 0,5MPa).
- Nhấn công tắc Nguồn
- Nhấn nút 'Kiểm tra OSC' và cài đặt 'Nút điều chỉnh' cùng lúc, Vui lòng sử dụng vít trên nút Điều chỉnh, bạn có thể xoay sang Trái hoặc Phải, trong khi tìm mức tối thiểu của 'Đèn tín hiệu' (sẽ thấp hơn khoảng 1A) 'Điều chỉnh tần số' cố định. (không nhấn 'Kiểm tra OSC' liên tục, hãy nhấn ngắt quãng)
- Đặt ống vào giá đỡ.
- Nhấn 'Khởi động xi lanh siêu âm', khuôn trước và khuôn sau sẽ được đóng lại. Thiết lập 'Điều chỉnh khe hở khuôn', để hai khuôn vừa chạm vào nhau và không có khe hở. Nhấn 'Bộ điều khiển dao cắt' và xác nhận dao cắt sẽ hoạt động trơn tru. (cần đặt ống nhựa vào giá đỡ ống khi bạn điều chỉnh)
- Đặt khuôn trước, khuôn sau và dao cắt ở vị trí ban đầu.
- Đặt ống vào 'Giá đỡ' và nhấn 'Khởi động xi lanh nạp', ống sẽ chạy giữa hai khuôn. Điều chỉnh chiều cao của giá đỡ nếu cần. (đề xuất ống cao hơn khuôn sau 2 đến 3 mm)
- Đưa ống trở lại vị trí ban đầu.
- Đặt ở trạng thái tự động, bật cảm biến nếu ống có mã màu, nếu không thì tắt.
- Nhấn 'Auto', máy sẽ tự động hoạt động.
Mẫu


Sự thất bại và cách khắc phục
| Sự thất bại | Gây ra | Biện pháp khắc phục |
| Máy không hoạt động hoặc hoạt động bất thường | Không có điện hoặc khí nén | Kết nối nguồn điện và khí nén |
| Áp suất khí nén thấp | Tăng cường áp suất không khí | |
| Nhựa tràn ra ngoài hoặc không tốt sau khi hàn | Hai khuôn quá kín hoặc quá hở | Điều chỉnh khoảng cách giữa hai khuôn |
| Cạnh thô sau khi cắt | Dao cắt cùn | Mài dao cắt hoặc thay dao cắt sắc |
| Dao cắt có khoảng cách lớn giữa khuôn sau | Làm cho khuôn chạm vào mặt sau của máy cắt |
Bạn có thể thích
 Dây chuyền chiết rót, đóng nắp, niêm phong, đóng nắp lọ mỹ phẩm quay tự động
Dây chuyền chiết rót, đóng nắp, niêm phong, đóng nắp lọ mỹ phẩm quay tự động- Máy chiết rót bột Talcum dạng vít có hệ thống nạp nâng
- Máy chiết rót ống mỹ phẩm dược phẩm bằng sóng siêu âm
- Máy đóng nắp lon nhôm kim loại tuyến tính tự động
- Máy chiết rót sốt tiêu kem mứt khí nén bán tự động
- Máy chiết rót tràn chai thủy tinh dạng bọt tuyến tính tự động
- Dây chuyền chiết rót đóng nắp chai nhỏ E Liquid Monoblock tùy chỉnh
- Máy đóng nắp chai nhựa khí nén để bàn bán tự động
- Máy đóng hộp sữa bột chân không tự động bằng khí nitơ
- Máy dán nhãn chai và nắp tự động hai đầu